上汽汽车:覆盖件模具零件间隙处理规范及应用
资讯
2024-01-21
21
1模具零件间隙与研合状态
1.1 间隙状态
一般情况下,模具上、下模的间隙为板料厚度t。为了减少模具零件研合工作量,同时保证零件成形质量,会对冲模不同区域实施相应的间隙处理,使上、下模不同区域实现不等间隙。通过不等间隙的处理,可实现在需要强压的部位压紧,在无关紧要的部位避空,模具零件精加工完成后首次研合即可达到良好的着色状态。根据模具零件间隙的大小可分为强压、不处理、避空、过渡4种状态,现分别对拉深模、切边冲孔模、翻边整形模的4种间隙状态提出间隙处理的规范要求。
1.2 研合着色
在工序件表面均匀刷蓝丹后,放入模具进行冲压,工序件表面的蓝丹会附着在模具零件表面上,由于模具的上、下模间隙不同会导致模具零件表面附着的蓝丹厚度不同,表现为颜色深浅也不同,这个过程称为着色。模具的4种间隙状态与着色形成对应关系,根据着色程度可分为重着色、一般着色、不着色、轻微着色,与其对应的模具零件研合状态为重研合、一般研合、不研合、轻微研合。
2拉深模间隙处理要求
2.1 强压区域范围及间隙要求
拉深模需在压边圈和零件型面分别进行间隙处理。
压边圈的管理面、筋条外20~30 mm和压料面局部等起皱风险大的区域为强压区域。压边圈管理面在间隙处理时,以模具的凹模为基准,通过将压边圈管理面向上抬高,间隙减小,实现强压0.05~0.1 mm;对于筋条外20~30 mm压料面和局部起皱风险大的区域,需要强压0.03 mm,如图1所示。
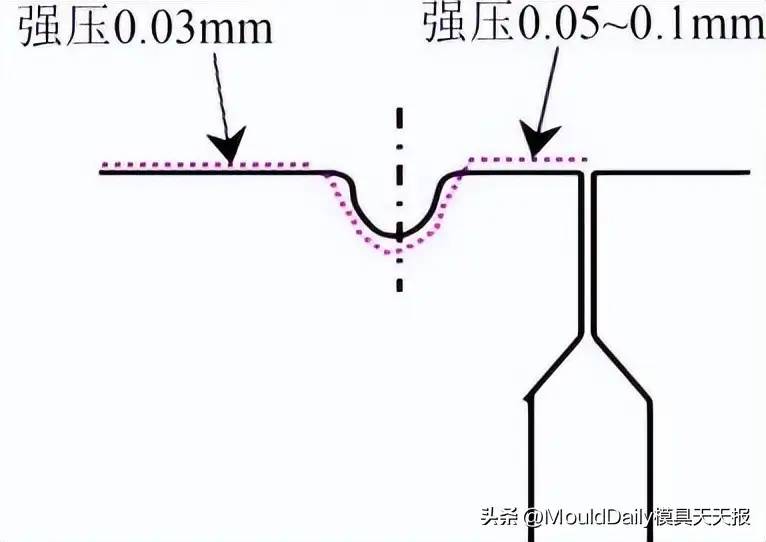
图1 压边圈强压
对于零件型面区域(凸模范围),间隙强压的实现方式与压边圈不同,需以凸模为基准,将凹模的型面向下偏移,如图2所示。

图2 凹模强压
汽车覆盖件外板与内板的质量要求不同,外板需保证A面(外观面)质量,内板优先保证匹配安装面的尺寸精度,因此零件型面区域的强压对于外板与内板分别使用不同的规范。
成形外板零件型面的凹模在以下区域强压:零件轮廓、造型特征线两侧、安装面、匹配面、前后侧门外板门把手周围A面等表面质量要求高或尺寸超差的区域,凹模向下强压0.05~0.2 mm。
成形内板零件型面的凹模在以下区域强压:安装面、匹配面、密封面、包边面等质量要求高或尺寸超差的区域,向下强压0.05~0.2 mm。完成后的拉深模强压区域如图3中a区域所示。
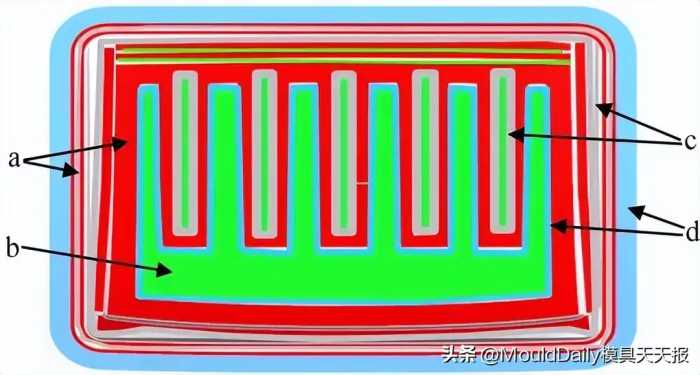
图3 拉深模间隙示例
2.2 不处理区域范围及间隙要求
不处理区域的间隙为料厚t,该区域不能产生缺陷和接触硬点。成形外板零件的凹模除需要强压区域外的其余A面都为不处理区域;成形内板零件的凹模除强压区域外的其它平面都为不处理区域。完成后的拉深模不处理区域如图3中b区域。
2.3 避空区域范围及间隙要求
压边圈间隙避空应以凹模为基准,通过压边圈面向下避空实现。所有压边圈拉深筋外侧50 mm以上的压料面区域,向下避空0.2 mm或避空0.25°,如图4所示。
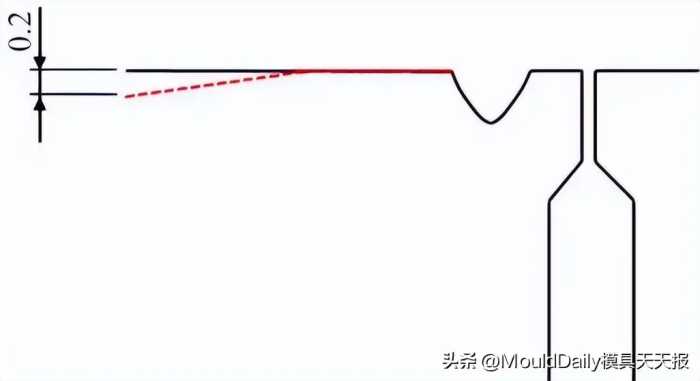
图4 压边圈避空
零件型面及工艺补充区域的避空以凸模为基准,通过改变凹模型面设计实现。内、外板零件凹模的工艺补充区域需要向上避空0.2~0.5 mm,如图5所示。
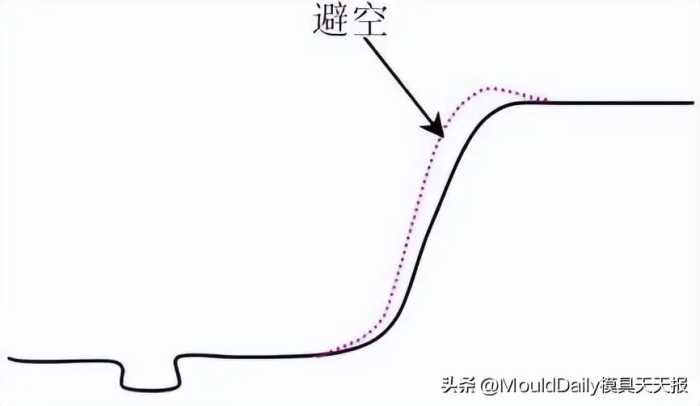
图5 凹模工艺补充避空
外板和内板零件型面的凸模圆角同样需要避空0.2 mm,如图6所示,已完成的拉深模避空区域如图3中c区域。
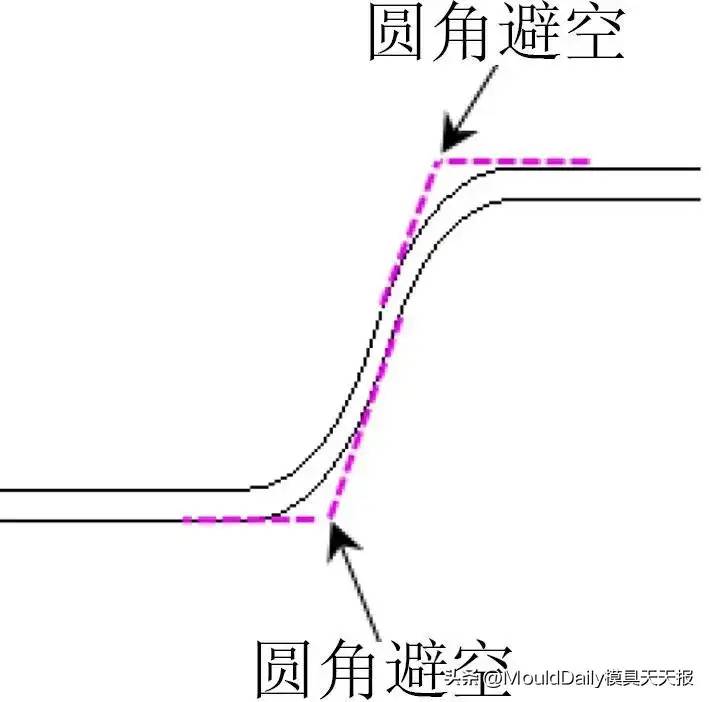
图6 凹模圆角避空
2.4 过渡区域范围及间隙要求
在强压与避空之间,强压与不处理之间需形成逐渐过渡区域。从强压区域逐渐过渡至避空区域,过渡范围距离为30 mm,模具零件间隙要求为(t-0.1) mm线性变化至(t+0.2) mm,当空间距离不足时,可适当减小为10 mm,如图7所示。从强压区域逐渐过渡至不处理区域,过渡范围距离10 mm,模具零件间隙要求为(t-0.1) mm线性变化至t。已完成的拉深模过渡区域示例如图3中d区域。
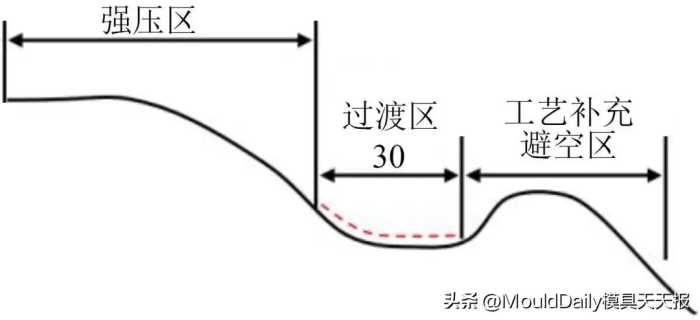
图7 过渡区域
3切边冲孔模间隙处理要求
3.1 强压区域范围及间隙要求
压料芯的切边线10~20 mm、冲孔线5~20 mm内需强压,以凸模为基准,将压料芯型面向下强压0.05~0.2 mm。如果压料芯在下模,强压范围不变,需以凹模为基准,下压料芯向上强压0.05~0.2 mm。已完成的切边冲孔模强压区域如图8中e区域。
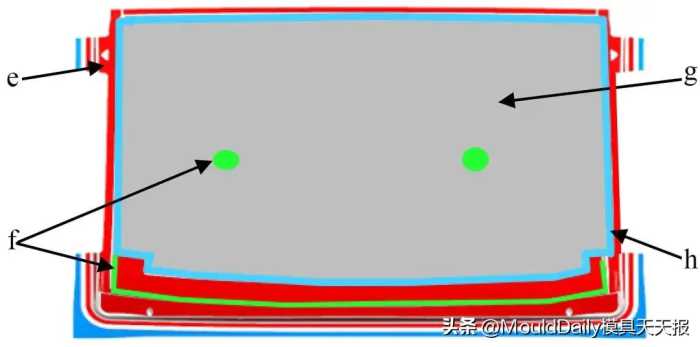
图8 切边冲孔模间隙示例
3.2 不处理区域范围及间隙要求
压料芯除强压型面外,其它与凸模符型的区域为不处理区域,其间隙为料厚t,切边冲孔模不处理区域如图8中f区域。
3.3 避空区域范围及间隙要求
压料芯的非工作区域向上避空1.5~2 mm,如图9所示。如果压料芯在下模,避空范围不变,为保证零件在凹模有足够的型面支撑,只需向下避空0.05~0.2 mm。已完成的切边冲孔模避空区域如图8中g区域。

图9 切边冲孔模避空
3.4 过渡区域范围及间隙要求
在强压与避空之间需形成逐渐过渡区域,过渡范围为30~50 mm,模具零件间隙要求为(t-0.2)mm线性变化至(t+2) mm,如图10所示。已完成的切边冲孔模过渡区域如图8中h区域。
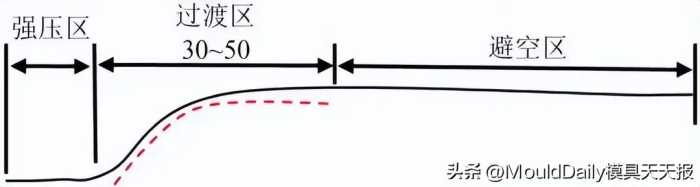
图10 切边冲孔模过渡
4翻边整形模间隙处理要求
4.1 强压区域范围及间隙要求
对于翻边整形模,压料芯的翻边线60 mm、整形线80 mm范围内,上模的整形刀块需强压,以整形凸模为基准,将压料芯和整形刀块向下强压0.05~0.2 mm。已完成的翻边整形模强压区域如图11中j区域。
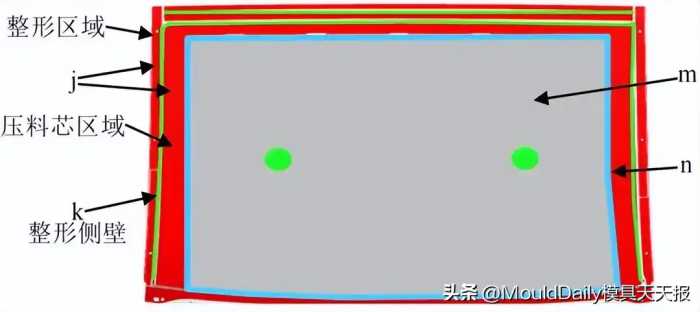
图11 翻边整形模间隙示例
4.2 不处理区域范围及间隙要求
压料芯除强压型面外,其它与凸模符型的区域,整形刀块侧壁为不处理区域,其间隙为料厚t。已完成的翻边整形模不处理区域如图11中k区域。
4.3 避空区域范围及间隙要求
与切边冲孔模类似,压料芯的非工作区域为避空区,但因翻边整形模冲压过程中存在走料过程,翻边整形模压料芯非工作区域只向上避空0.5 mm。已完成的翻边整形模避空区域如图11中m区域。
4.4 过渡区域范围及间隙要求
与切边冲孔模类似,翻边整形模在强压与避空之间需形成逐渐过渡区域,过渡范围为30 mm,模具零件要求为(t-0.2) mm线性变化至(t+0.5) mm,如图12所示。已完成的翻边整形模过渡区域如图11中n区域。
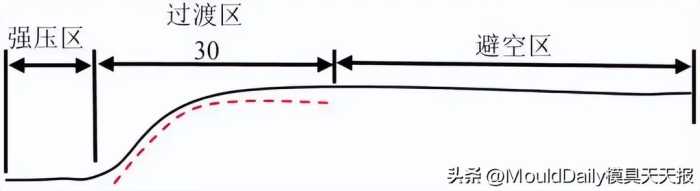
图12 翻边整形模过渡
5拉深模间隙处理的应用实例
5.1 以往项目出现的问题
拉深模是零件成形的第一步,零件型面研合影响成形零件的面品与尺寸,压边圈的研合状态影响成形过程中的材料流入量,是决定零件充分拉深的关键。以往车型项目的顶盖模具制造过程中,未重视模具零件间隙的处理,精加工完成后模具出现以下问题。
(1)压边圈筋条外间隙偏小,导致压边圈管理面很难均匀研合重着色,无法管控材料的流入状态。
(2)零件型面的凸、凹圆角避让不到位,在研合强压区域的过程中出现凸、凹模R角相互顶住的问题,导致强压区域无法均匀着色,因此整体研合率差。
(3)重着色与不着色区域的过渡距离不合理,为解决外板零件过渡区的压痕问题,钳工需花费大量的时间进行修磨。
因整体研合的工作量大,修整过程模具易发生其它损伤变异,当完成某部位研合时,其它部位又出现着色不良的现象,因此连续研合较长时间,仍无法达到预期的着色要求,如图13所示。

图13 拉深模不良着色
5.2 间隙处理的实例验证
以某项目顶盖拉深模为例,参照模具零件间隙处理规范的要求,对其间隙按以下步骤进行处理。
(1)板料在拉深成形过程中,压边圈每个位置的材料流入量不一致,同时零件在成形过程中厚度方向受压,不同部位的应变不一致,材料沿UV方向变形量不一致,零件各部位的减薄率不一致,如图14所示,因此需对模具零件进行不等间隙处理。
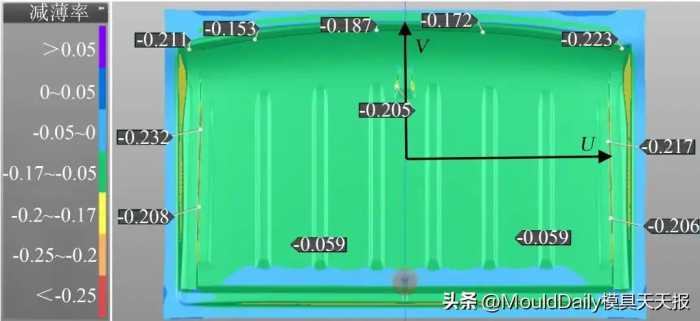
图14 CAE分析减薄率
(2)零件的不等厚度决定了模具零件间隙需为不等间隙,模具零件间隙的处理以最终成形零件的厚度为基础。在Autoform软件中进行零件的仿真成形,得到成形后的零件厚度云图如图15所示,将其作为间隙处理的基础数据。
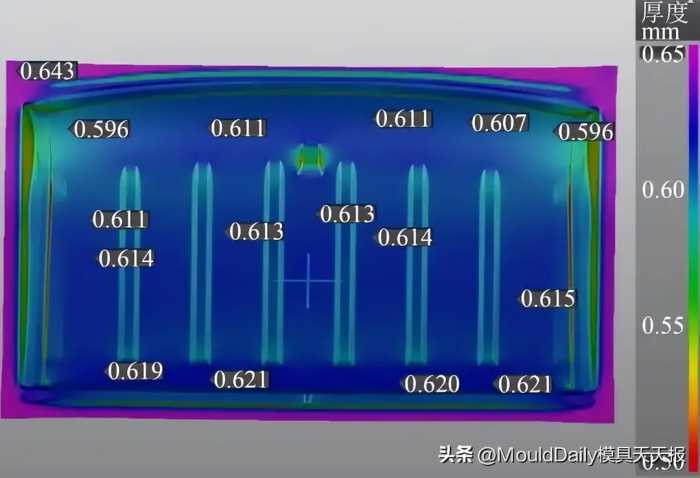
图15 CAE仿真分析的零件厚度
(3)以零件厚度云图为基础,按模具零件间隙方法要求对凹模和压边圈的型面进行间隙处理面重构。完成重构后将处理后的数模与原来数模进行重合对比,结果显示为模具零件型面各个区域的间隙变化值状态,其中正值为间隙强压值,负值为间隙避空值,如图16所示。
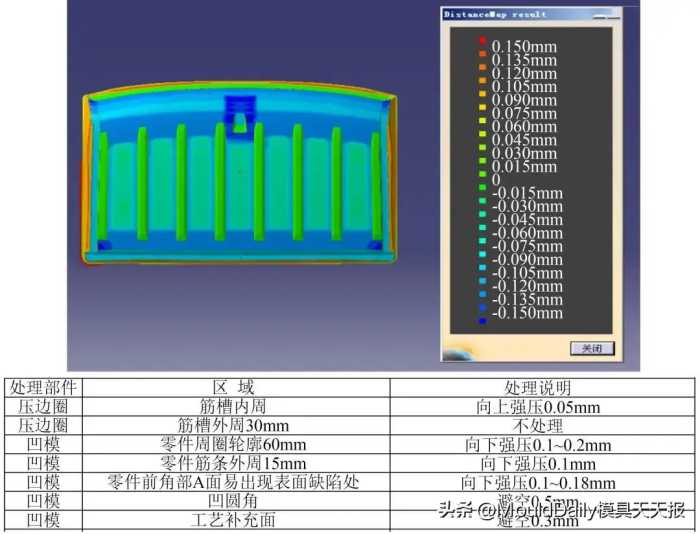
图16 间隙处理后与原数据对比的变化值
(4)加工数据根据间隙处理后的数据进行精细化处理,并以间隙处理的变化值结果输出模具零件的研合要求,研合要求以4种颜色表示,分别与4种间隙状态对应,对于着重研合与一般研合要求是85%以上,如图17所示。
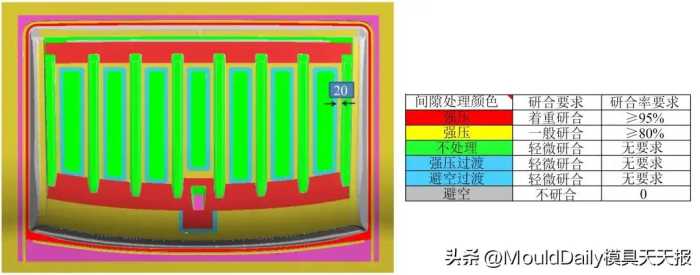
图17 模具研合要求
对2个项目的同类顶盖拉深模实行差异化的间隙处理,并在模具制造过程中进行研合工作量跟踪验证,如表1所示。从2个方面与以往项目的数据进行对比:①精加工后首次开展研合的研合率状态;②从开始研合到研合率达到85%所需累计研合工时。从表1和图18可以看出,模具零件精加工后首次研合率能够提升约25%,效果明显,且钳工研合较短时间就达到了所需的研合状态,累计研合工时减少76 h,整体的效率提升37.5%。
表1 模具零件间隙处理研合工时对比

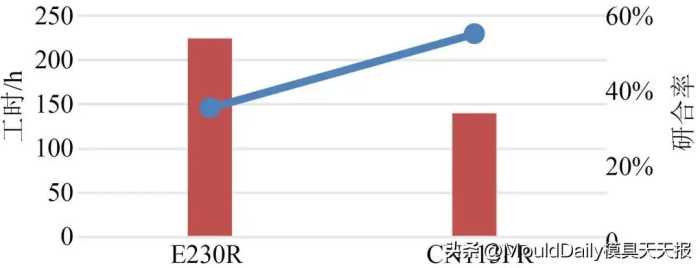
图18 2项目首次研合率与累计研合工时对比
在模具研合过程中,钳工以图17所示的模具研合要求作为现场对照检验标准,通过目视化处理,有针对性地提升模具零件整体研合率,提高了现场工作效率。最终完成的模具零件研合状态如图19所示,经评估达到项目预期要求。

图19 经过间隙处理后的模具零件研合状态
▍原文标题:汽车覆盖件模具零件间隙处理规范及应用
▍原文作者:李东生李丽坤苏飞宇阳学梁迪迪
▍作者单位:上汽通用五菱汽车股份有限公司
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!
1模具零件间隙与研合状态
1.1 间隙状态
一般情况下,模具上、下模的间隙为板料厚度t。为了减少模具零件研合工作量,同时保证零件成形质量,会对冲模不同区域实施相应的间隙处理,使上、下模不同区域实现不等间隙。通过不等间隙的处理,可实现在需要强压的部位压紧,在无关紧要的部位避空,模具零件精加工完成后首次研合即可达到良好的着色状态。根据模具零件间隙的大小可分为强压、不处理、避空、过渡4种状态,现分别对拉深模、切边冲孔模、翻边整形模的4种间隙状态提出间隙处理的规范要求。
1.2 研合着色
在工序件表面均匀刷蓝丹后,放入模具进行冲压,工序件表面的蓝丹会附着在模具零件表面上,由于模具的上、下模间隙不同会导致模具零件表面附着的蓝丹厚度不同,表现为颜色深浅也不同,这个过程称为着色。模具的4种间隙状态与着色形成对应关系,根据着色程度可分为重着色、一般着色、不着色、轻微着色,与其对应的模具零件研合状态为重研合、一般研合、不研合、轻微研合。
2拉深模间隙处理要求
2.1 强压区域范围及间隙要求
拉深模需在压边圈和零件型面分别进行间隙处理。
压边圈的管理面、筋条外20~30 mm和压料面局部等起皱风险大的区域为强压区域。压边圈管理面在间隙处理时,以模具的凹模为基准,通过将压边圈管理面向上抬高,间隙减小,实现强压0.05~0.1 mm;对于筋条外20~30 mm压料面和局部起皱风险大的区域,需要强压0.03 mm,如图1所示。
图1 压边圈强压
对于零件型面区域(凸模范围),间隙强压的实现方式与压边圈不同,需以凸模为基准,将凹模的型面向下偏移,如图2所示。
图2 凹模强压
汽车覆盖件外板与内板的质量要求不同,外板需保证A面(外观面)质量,内板优先保证匹配安装面的尺寸精度,因此零件型面区域的强压对于外板与内板分别使用不同的规范。
成形外板零件型面的凹模在以下区域强压:零件轮廓、造型特征线两侧、安装面、匹配面、前后侧门外板门把手周围A面等表面质量要求高或尺寸超差的区域,凹模向下强压0.05~0.2 mm。
成形内板零件型面的凹模在以下区域强压:安装面、匹配面、密封面、包边面等质量要求高或尺寸超差的区域,向下强压0.05~0.2 mm。完成后的拉深模强压区域如图3中a区域所示。
图3 拉深模间隙示例
2.2 不处理区域范围及间隙要求
不处理区域的间隙为料厚t,该区域不能产生缺陷和接触硬点。成形外板零件的凹模除需要强压区域外的其余A面都为不处理区域;成形内板零件的凹模除强压区域外的其它平面都为不处理区域。完成后的拉深模不处理区域如图3中b区域。
2.3 避空区域范围及间隙要求
压边圈间隙避空应以凹模为基准,通过压边圈面向下避空实现。所有压边圈拉深筋外侧50 mm以上的压料面区域,向下避空0.2 mm或避空0.25°,如图4所示。
图4 压边圈避空
零件型面及工艺补充区域的避空以凸模为基准,通过改变凹模型面设计实现。内、外板零件凹模的工艺补充区域需要向上避空0.2~0.5 mm,如图5所示。
图5 凹模工艺补充避空
外板和内板零件型面的凸模圆角同样需要避空0.2 mm,如图6所示,已完成的拉深模避空区域如图3中c区域。
图6 凹模圆角避空
2.4 过渡区域范围及间隙要求
在强压与避空之间,强压与不处理之间需形成逐渐过渡区域。从强压区域逐渐过渡至避空区域,过渡范围距离为30 mm,模具零件间隙要求为(t-0.1) mm线性变化至(t+0.2) mm,当空间距离不足时,可适当减小为10 mm,如图7所示。从强压区域逐渐过渡至不处理区域,过渡范围距离10 mm,模具零件间隙要求为(t-0.1) mm线性变化至t。已完成的拉深模过渡区域示例如图3中d区域。
图7 过渡区域
3切边冲孔模间隙处理要求
3.1 强压区域范围及间隙要求
压料芯的切边线10~20 mm、冲孔线5~20 mm内需强压,以凸模为基准,将压料芯型面向下强压0.05~0.2 mm。如果压料芯在下模,强压范围不变,需以凹模为基准,下压料芯向上强压0.05~0.2 mm。已完成的切边冲孔模强压区域如图8中e区域。
图8 切边冲孔模间隙示例
3.2 不处理区域范围及间隙要求
压料芯除强压型面外,其它与凸模符型的区域为不处理区域,其间隙为料厚t,切边冲孔模不处理区域如图8中f区域。
3.3 避空区域范围及间隙要求
压料芯的非工作区域向上避空1.5~2 mm,如图9所示。如果压料芯在下模,避空范围不变,为保证零件在凹模有足够的型面支撑,只需向下避空0.05~0.2 mm。已完成的切边冲孔模避空区域如图8中g区域。
图9 切边冲孔模避空
3.4 过渡区域范围及间隙要求
在强压与避空之间需形成逐渐过渡区域,过渡范围为30~50 mm,模具零件间隙要求为(t-0.2)mm线性变化至(t+2) mm,如图10所示。已完成的切边冲孔模过渡区域如图8中h区域。
图10 切边冲孔模过渡
4翻边整形模间隙处理要求
4.1 强压区域范围及间隙要求
对于翻边整形模,压料芯的翻边线60 mm、整形线80 mm范围内,上模的整形刀块需强压,以整形凸模为基准,将压料芯和整形刀块向下强压0.05~0.2 mm。已完成的翻边整形模强压区域如图11中j区域。
图11 翻边整形模间隙示例
4.2 不处理区域范围及间隙要求
压料芯除强压型面外,其它与凸模符型的区域,整形刀块侧壁为不处理区域,其间隙为料厚t。已完成的翻边整形模不处理区域如图11中k区域。
4.3 避空区域范围及间隙要求
与切边冲孔模类似,压料芯的非工作区域为避空区,但因翻边整形模冲压过程中存在走料过程,翻边整形模压料芯非工作区域只向上避空0.5 mm。已完成的翻边整形模避空区域如图11中m区域。
4.4 过渡区域范围及间隙要求
与切边冲孔模类似,翻边整形模在强压与避空之间需形成逐渐过渡区域,过渡范围为30 mm,模具零件要求为(t-0.2) mm线性变化至(t+0.5) mm,如图12所示。已完成的翻边整形模过渡区域如图11中n区域。
图12 翻边整形模过渡
5拉深模间隙处理的应用实例
5.1 以往项目出现的问题
拉深模是零件成形的第一步,零件型面研合影响成形零件的面品与尺寸,压边圈的研合状态影响成形过程中的材料流入量,是决定零件充分拉深的关键。以往车型项目的顶盖模具制造过程中,未重视模具零件间隙的处理,精加工完成后模具出现以下问题。
(1)压边圈筋条外间隙偏小,导致压边圈管理面很难均匀研合重着色,无法管控材料的流入状态。
(2)零件型面的凸、凹圆角避让不到位,在研合强压区域的过程中出现凸、凹模R角相互顶住的问题,导致强压区域无法均匀着色,因此整体研合率差。
(3)重着色与不着色区域的过渡距离不合理,为解决外板零件过渡区的压痕问题,钳工需花费大量的时间进行修磨。
因整体研合的工作量大,修整过程模具易发生其它损伤变异,当完成某部位研合时,其它部位又出现着色不良的现象,因此连续研合较长时间,仍无法达到预期的着色要求,如图13所示。
图13 拉深模不良着色
5.2 间隙处理的实例验证
以某项目顶盖拉深模为例,参照模具零件间隙处理规范的要求,对其间隙按以下步骤进行处理。
(1)板料在拉深成形过程中,压边圈每个位置的材料流入量不一致,同时零件在成形过程中厚度方向受压,不同部位的应变不一致,材料沿UV方向变形量不一致,零件各部位的减薄率不一致,如图14所示,因此需对模具零件进行不等间隙处理。
图14 CAE分析减薄率
(2)零件的不等厚度决定了模具零件间隙需为不等间隙,模具零件间隙的处理以最终成形零件的厚度为基础。在Autoform软件中进行零件的仿真成形,得到成形后的零件厚度云图如图15所示,将其作为间隙处理的基础数据。
图15 CAE仿真分析的零件厚度
(3)以零件厚度云图为基础,按模具零件间隙方法要求对凹模和压边圈的型面进行间隙处理面重构。完成重构后将处理后的数模与原来数模进行重合对比,结果显示为模具零件型面各个区域的间隙变化值状态,其中正值为间隙强压值,负值为间隙避空值,如图16所示。
图16 间隙处理后与原数据对比的变化值
(4)加工数据根据间隙处理后的数据进行精细化处理,并以间隙处理的变化值结果输出模具零件的研合要求,研合要求以4种颜色表示,分别与4种间隙状态对应,对于着重研合与一般研合要求是85%以上,如图17所示。
图17 模具研合要求
对2个项目的同类顶盖拉深模实行差异化的间隙处理,并在模具制造过程中进行研合工作量跟踪验证,如表1所示。从2个方面与以往项目的数据进行对比:①精加工后首次开展研合的研合率状态;②从开始研合到研合率达到85%所需累计研合工时。从表1和图18可以看出,模具零件精加工后首次研合率能够提升约25%,效果明显,且钳工研合较短时间就达到了所需的研合状态,累计研合工时减少76 h,整体的效率提升37.5%。
表1 模具零件间隙处理研合工时对比
图18 2项目首次研合率与累计研合工时对比
在模具研合过程中,钳工以图17所示的模具研合要求作为现场对照检验标准,通过目视化处理,有针对性地提升模具零件整体研合率,提高了现场工作效率。最终完成的模具零件研合状态如图19所示,经评估达到项目预期要求。
图19 经过间隙处理后的模具零件研合状态
▍原文标题:汽车覆盖件模具零件间隙处理规范及应用
▍原文作者:李东生李丽坤苏飞宇阳学梁迪迪
▍作者单位:上汽通用五菱汽车股份有限公司
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!









